Purity of Backing Gas and the Quality of TIG Orbitally Welded Joints in Stainless Austenitic Steels
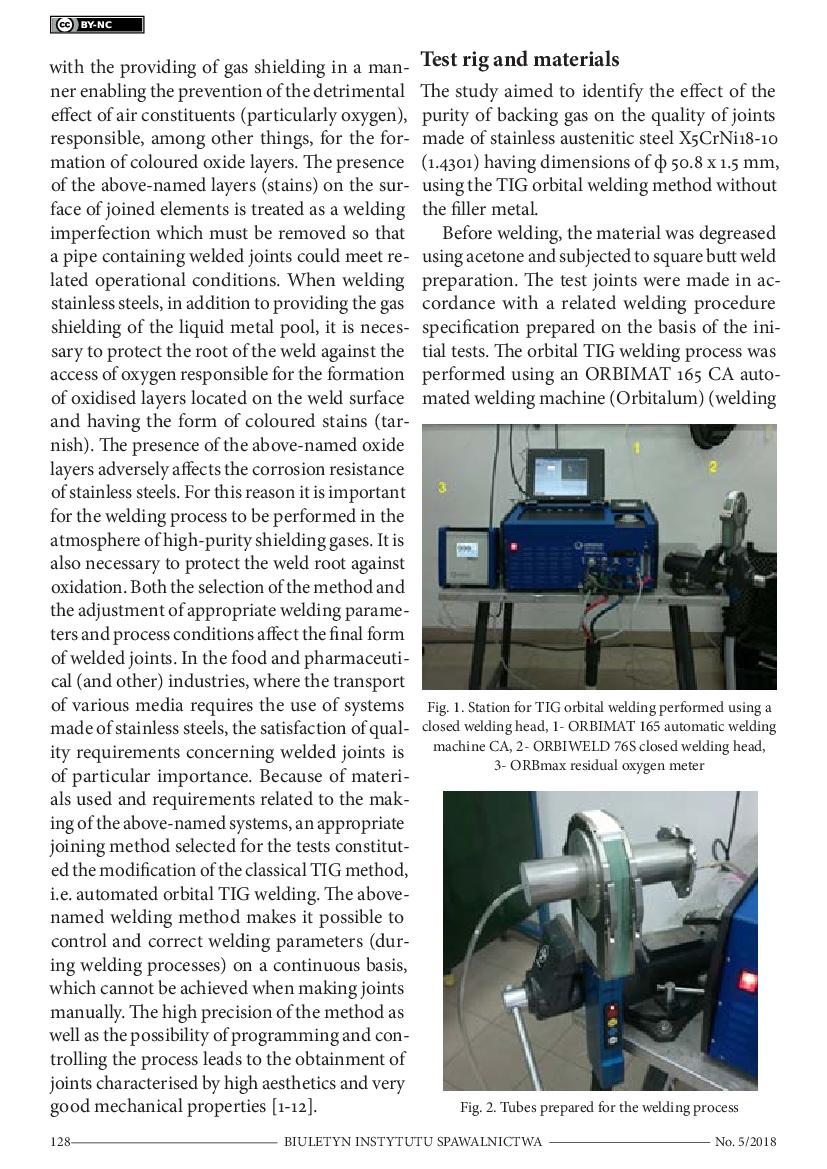
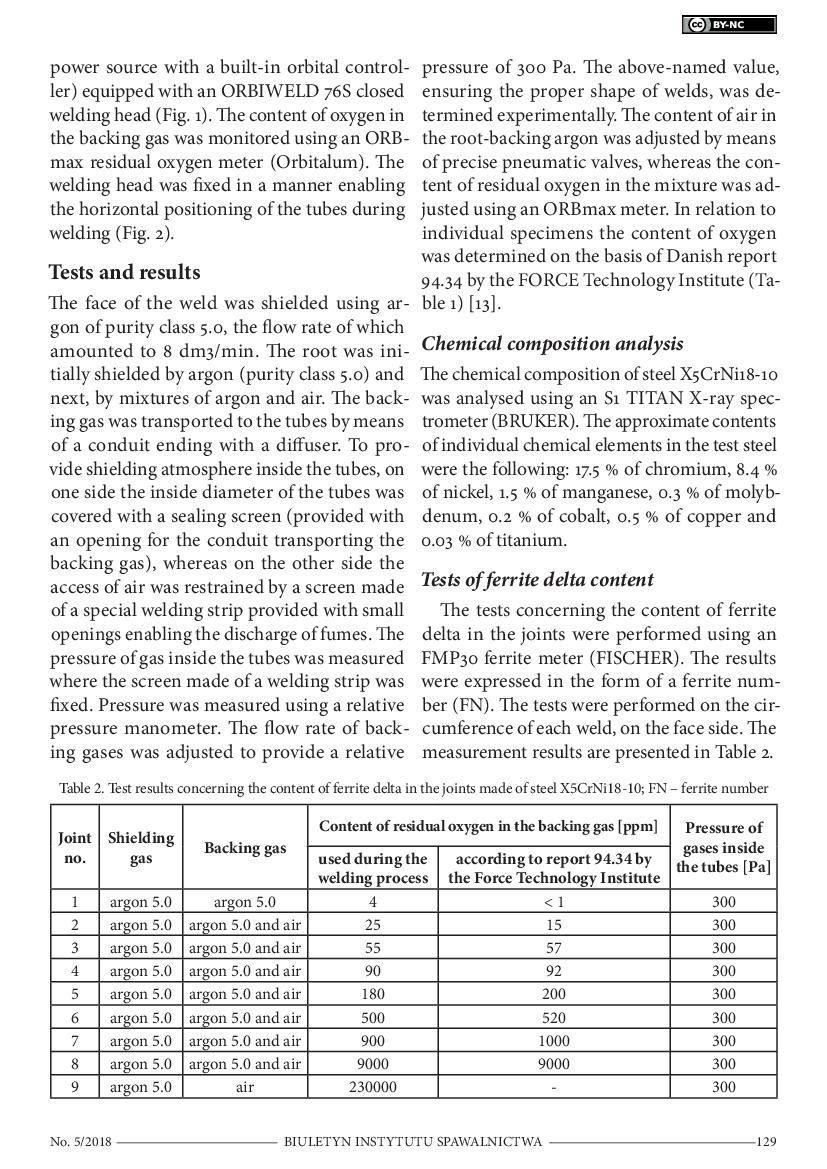
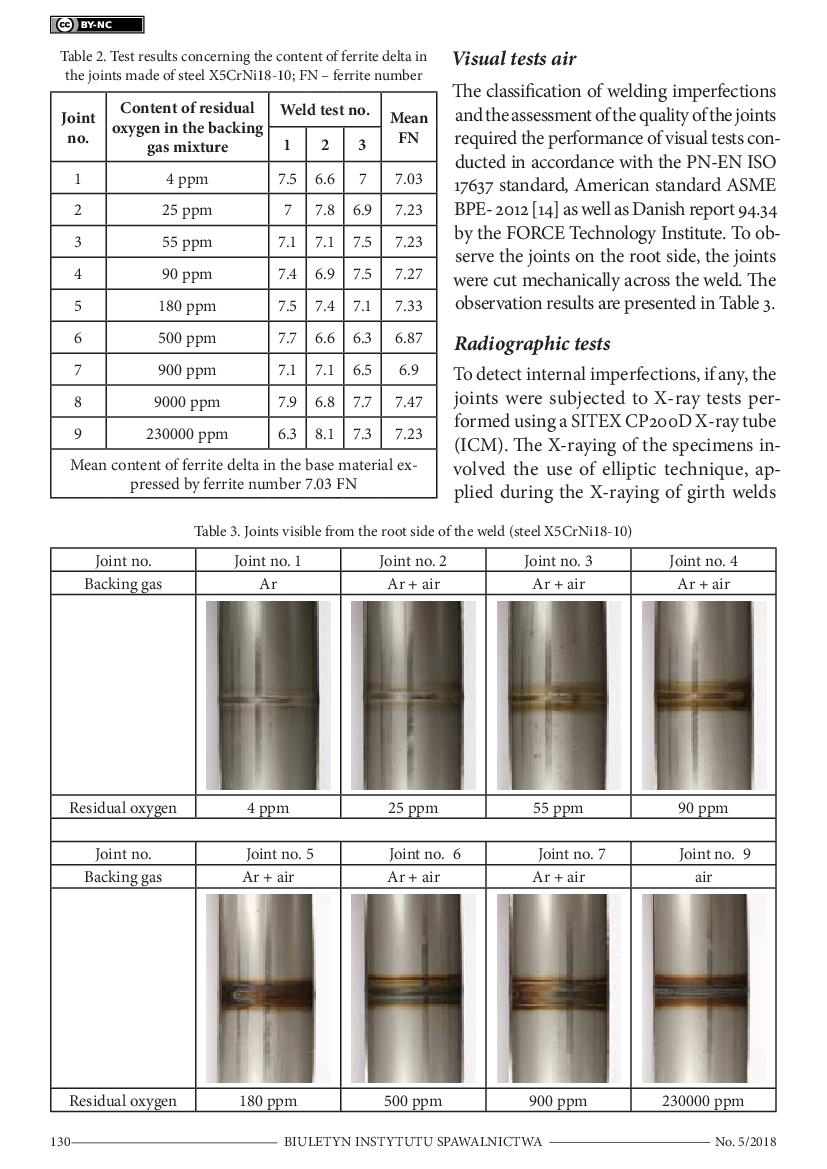
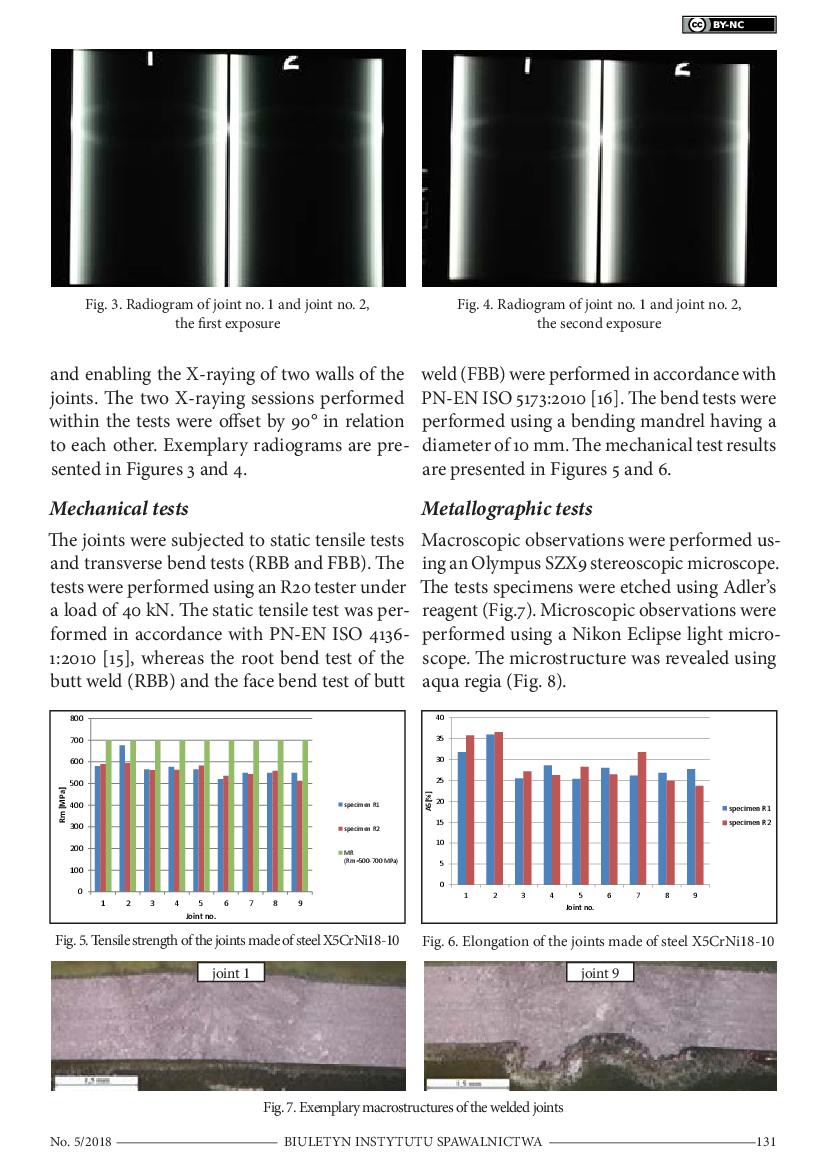
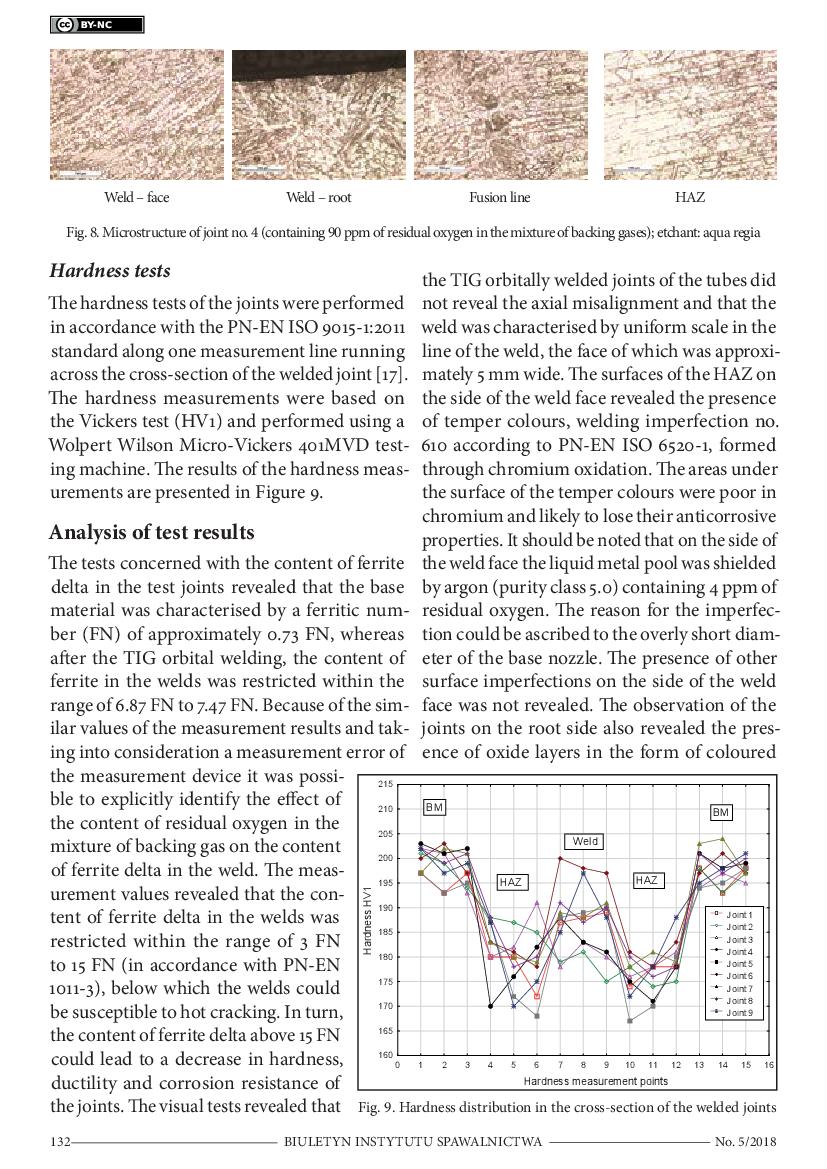
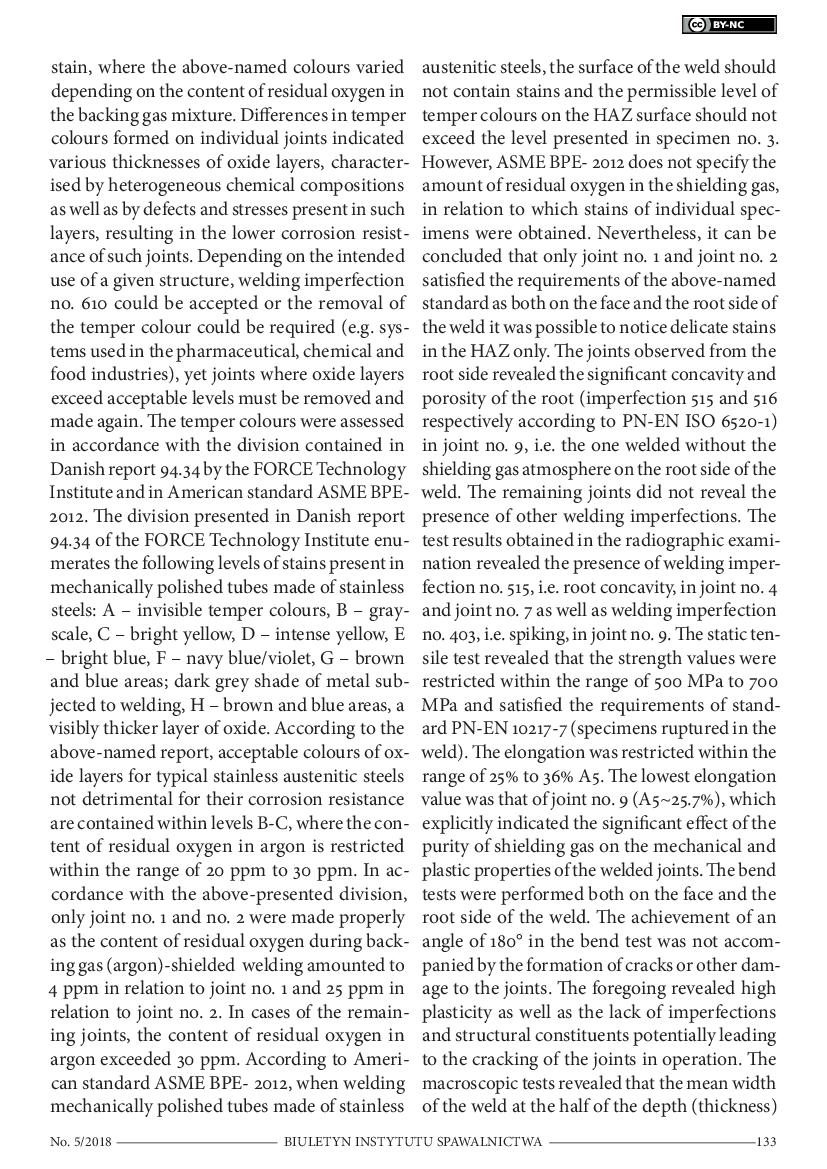
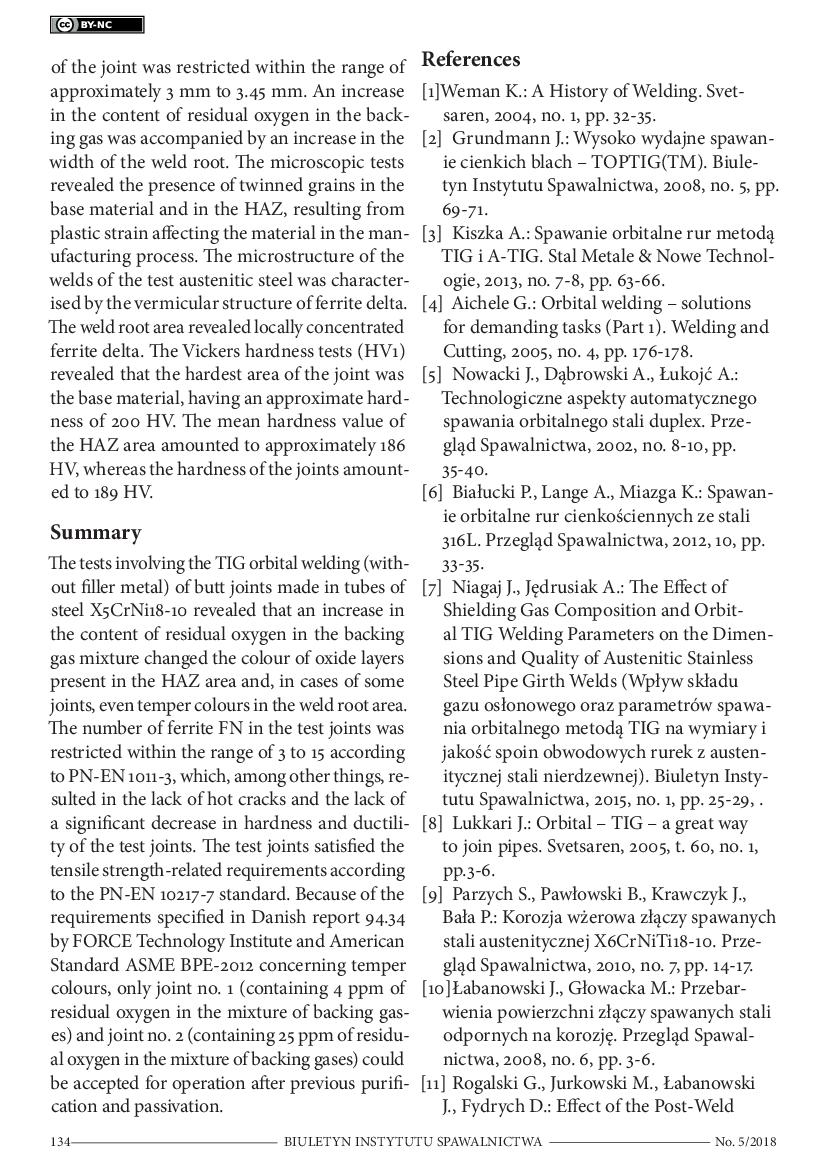
The article discusses research involving tests aimed to identify the effect of the purity of backing gas on the quality of TIG orbitally welded joints in tubes made of stainless austenitic steel X5CrNi18-10 (1.4301) having dimensions of ф 50.8 x 1.5 mm, without the use of a filler metal. The research-related tests included the analysis of the chemical composition, the identification of the content of ferrite delta, non-destructive tests of welded joints (including visual tests involving the evaluation of temper colours on the face side and on the root side), radiographic tests, metallographic tests and destructive tests of welded joints. The metallurgical shield of the weld face was provided by the shielding gas (argon; purity class 5.0) , the flow rate of which amounted to 8 dm3/min. Initially, the root of a weld was shielded by the backing gas (argon; purity class 5.0) and, afterwards, by mixtures of argon and air. The tests revealed that an increase in the content of residual oxygen in the backing gas mixture was accompanied by a change in the colour of oxide layers present in the HAZ area and in the weld root area. Because of the requirements contained in Danish report no. 94.34 by the FORCE Technology Institute and American Standard no. ASME BPE-2012, related to temper colours, only the joint containing 4 and 25 ppm of residual oxygen in the mixture of backing gases can be applied after previous purification and passivation.
doi: 10.17729/ebis.2018.5/14

 1 / 9
1 / 9
 2 & 3 / 9
2 & 3 / 9
 4 & 5 / 9
4 & 5 / 9
 6 & 7 / 9
6 & 7 / 9
 8 & 9 / 9
8 & 9 / 9