Mechanical Properties of Welded Joints in Steel S1100QL after Multiple Repair Welding
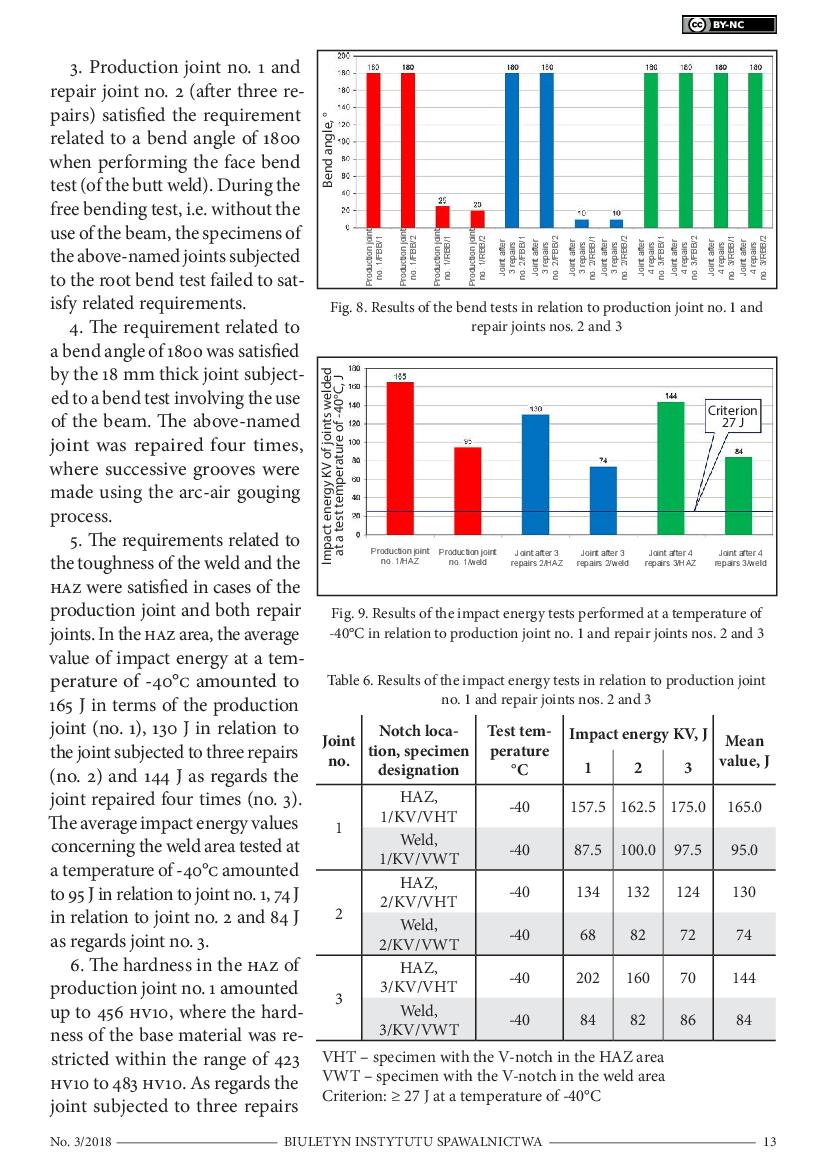
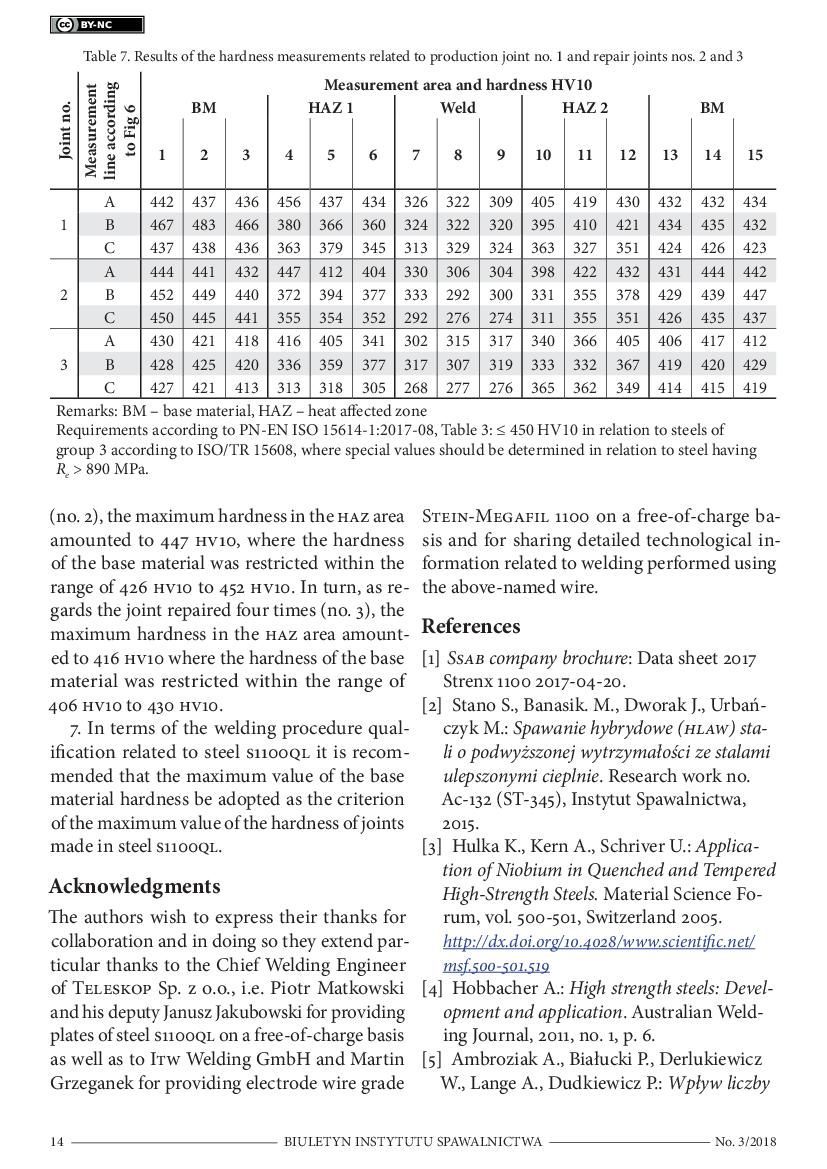
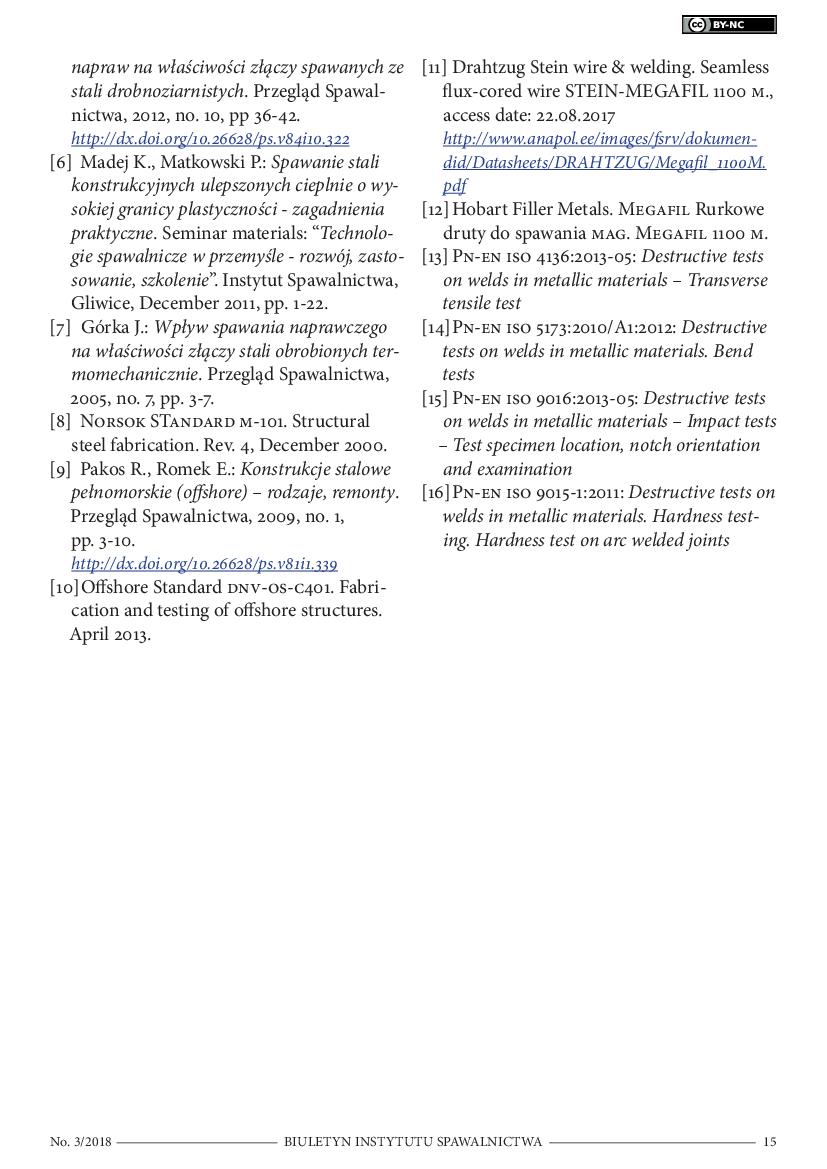
The article presents the use of high-strength toughened steels in various industries and the chronological development of various grades of the above-named steels. In addition, the article discusses the repair of defective fragments of welded joints by means of grinding, grooving or machine cutting followed by the making of a repair weld. Occasionally, the repair process must be repeated or performed many times. An issue of particular importance is the repair welding of steels having a yield point of above 700 MPa. Typically, in structures made of high-strength steels the process of repair consist in the removing of an imperfection (primarily having the form of cracks or porosity) followed by the making of another joint in the area of the previously removed imperfection. The tests described in the article were concerned with flat butt joints made of 18 mm thick toughened steel S1100QL using the MAG method and metallic flux-cored wire grade STEIN-MEGAFIL 1100 M (process 138). The tests involved the making of three welded joints, i.e. one production joint and two joints subsequently subjected to three and four-fold repair welding. In addition, the article presents the methodology and results of transverse tensile tests, transverse bend tests, impact strength tests and hardness tests.



 1 / 9
1 / 9
 2 & 3 / 9
2 & 3 / 9
 4 & 5 / 9
4 & 5 / 9
 6 & 7 / 9
6 & 7 / 9
 8 & 9 / 9
8 & 9 / 9