Numerical Modelling of the Bifocal Laser Welding of Unalloyed Structural Steels
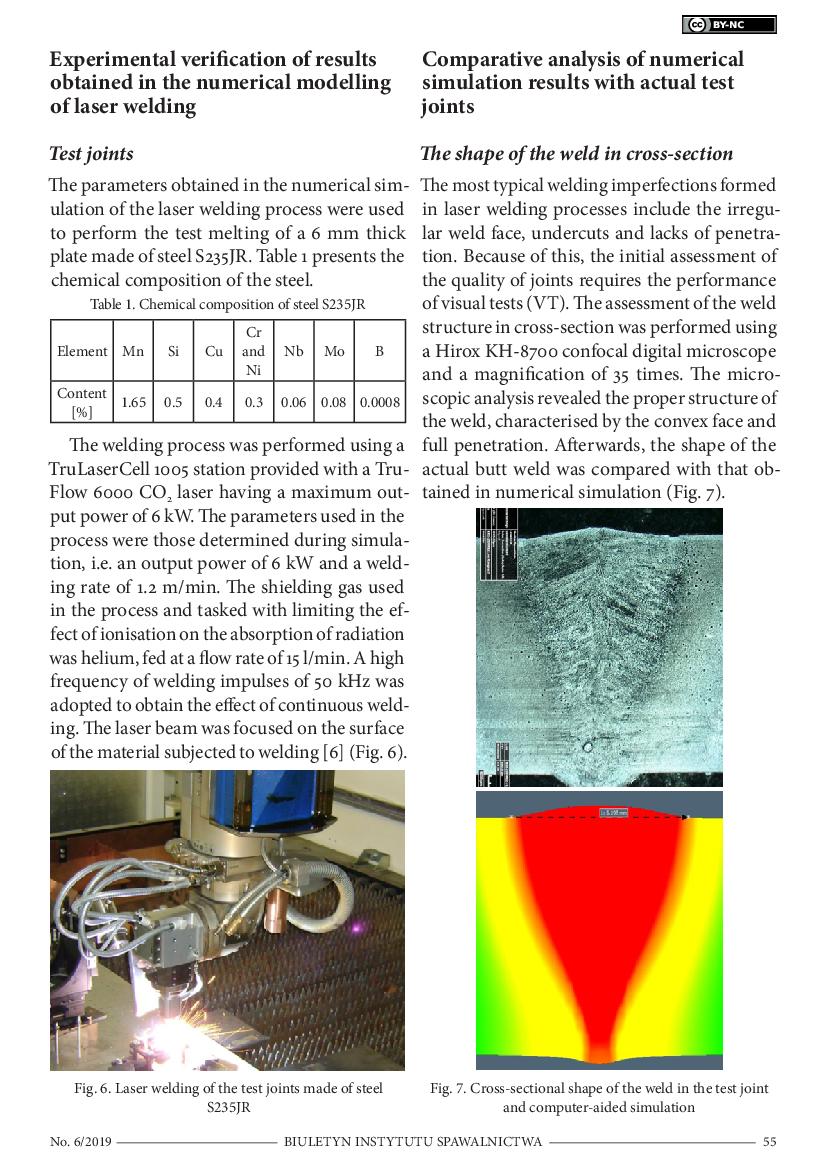
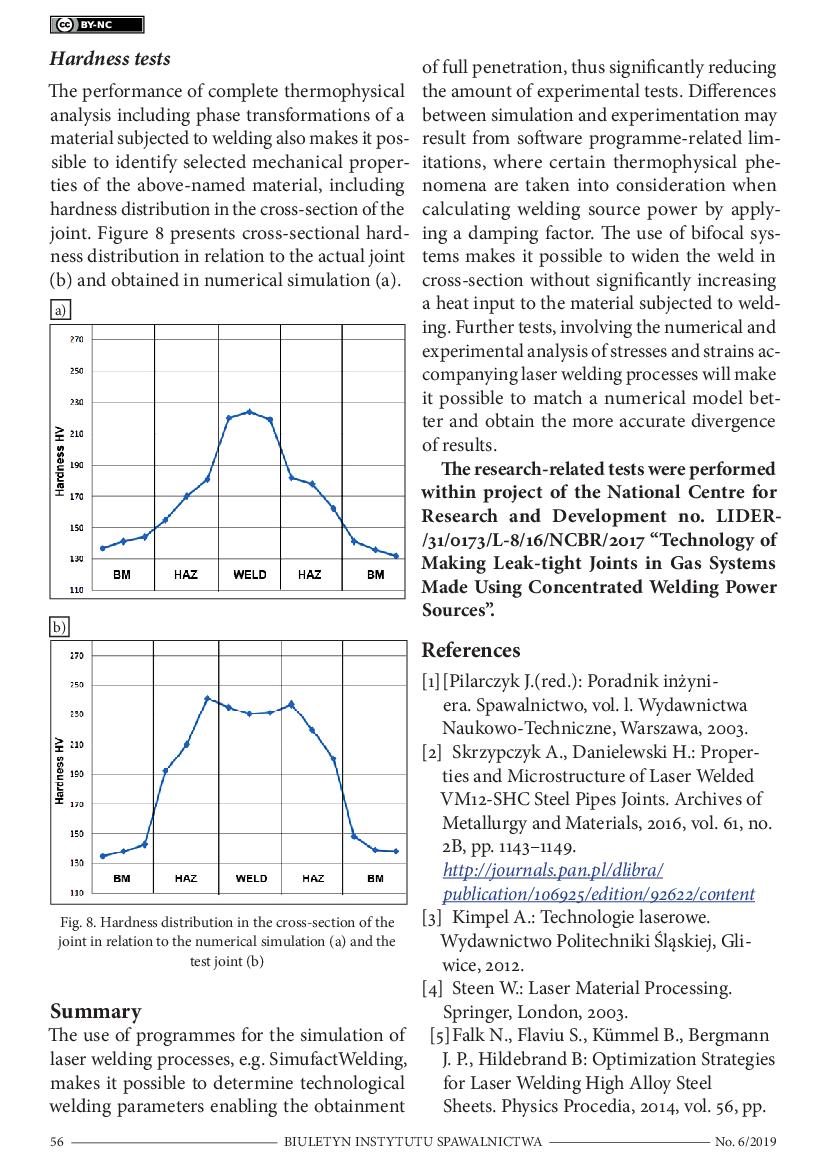
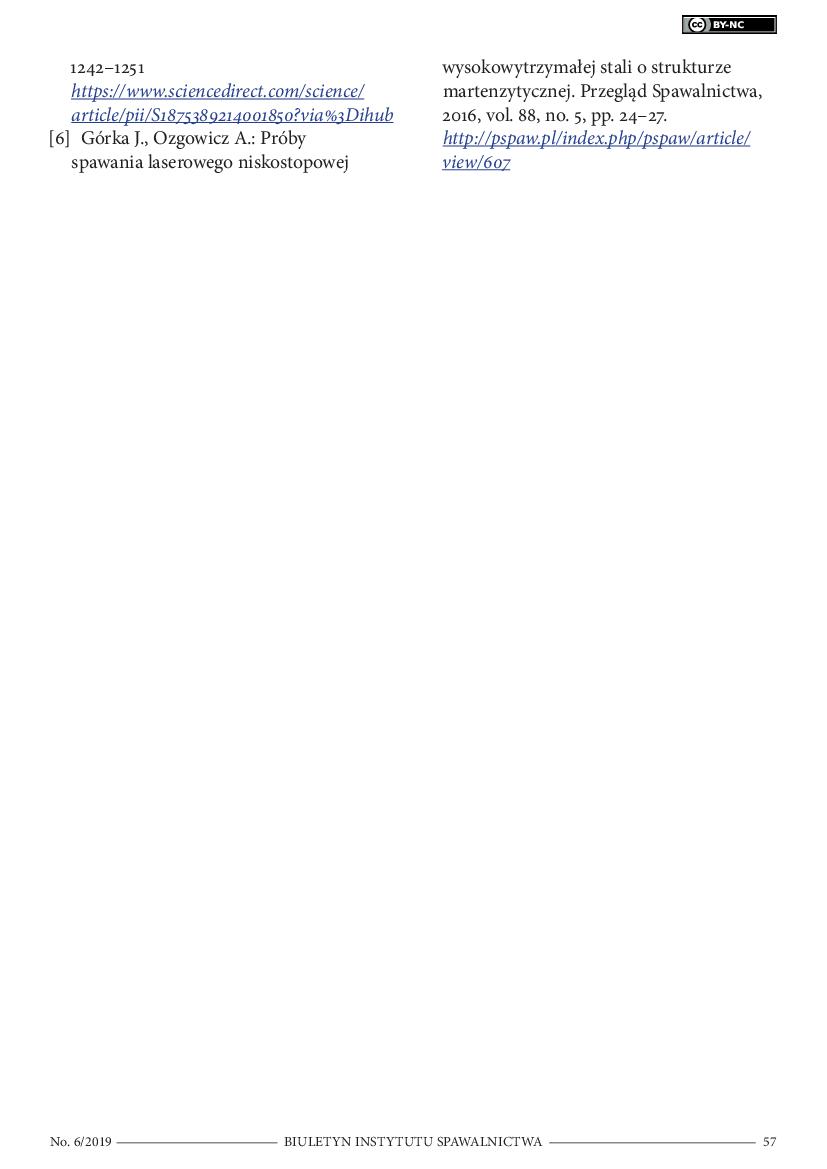
The article presents the possibilities of the numerical modelling of laser welding processes. In laser welding, the concentrated beam of photons generates high surface power density and leads to the melting and even evaporation of some metal. The metal vapours ionize and form a keyhole. Because of its high linear power density, laser welding process makes it possible to form deep and narrow welds. However, this welding method requires the preparation of workpiece edges. It is possible to “bypass” this requirement by defocusing the laser beam. However, the foregoing entails a significant decrease in power density. An alternative involves the use of optical systems enabling the division of the beam. In CO2 gas lasers, the bisection of the laser beam is performed using a multi-faceted parabolic mirror. The modelling of welding processes can be carried out using both analytical and numerical methods. Analytical solutions provide approximate results and do not take into consideration many physical phenomena accompanying welding processes. In turn, numerical solutions provide a more accurate representation of welding processes, In addition, it is possible to modify the geometry of heat sources reflecting the keyhole effect of bifocal welding system. The paper presents results of the numerical simulation of the keyhole laser welding process in relation to a bifocal optical system. The results of the numerical simulation were verified experimentally by making test joints using parameters developed during numerical simulations. Both the shape of obtained welds and the hardness distribution identified in the cross-section of a joint made of low-alloy structural steel S235JR were subjected to tests in order to verify the numerical model.
doi: 10.17729/ebis.2019.6/6

 1 / 7
1 / 7
 2 & 3 / 7
2 & 3 / 7
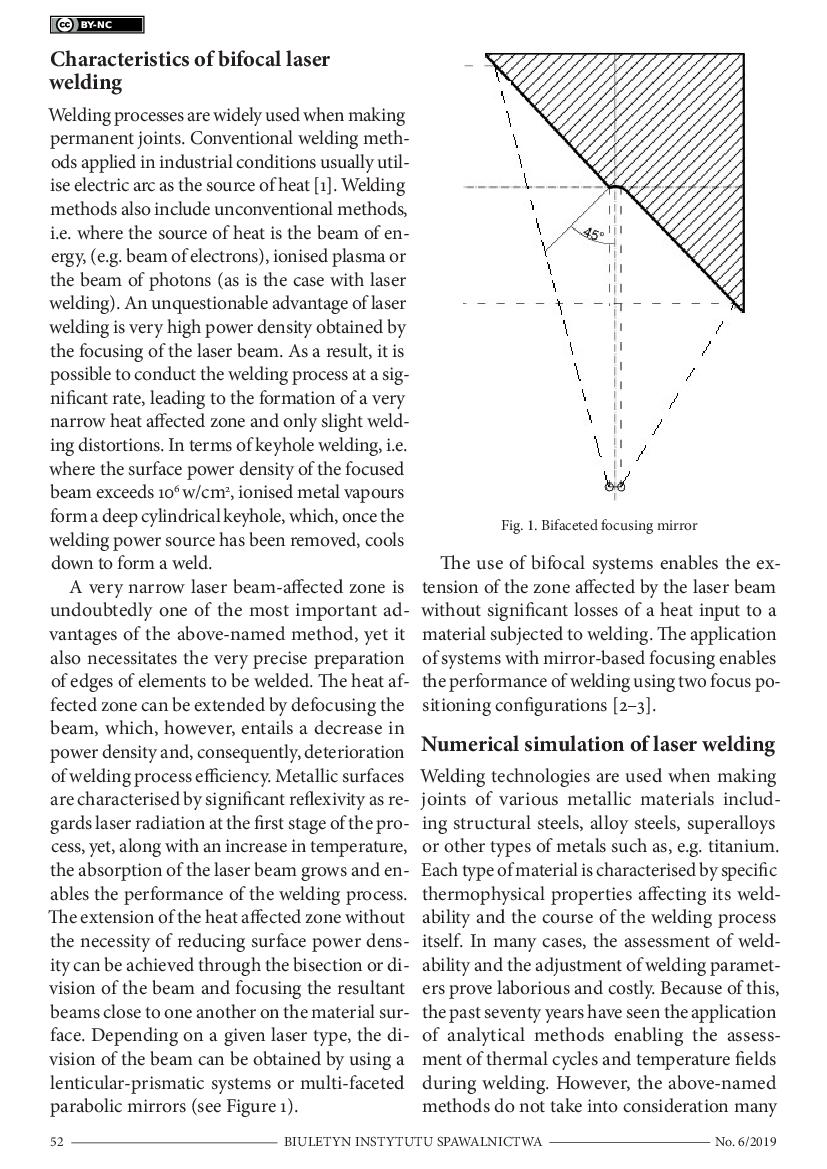
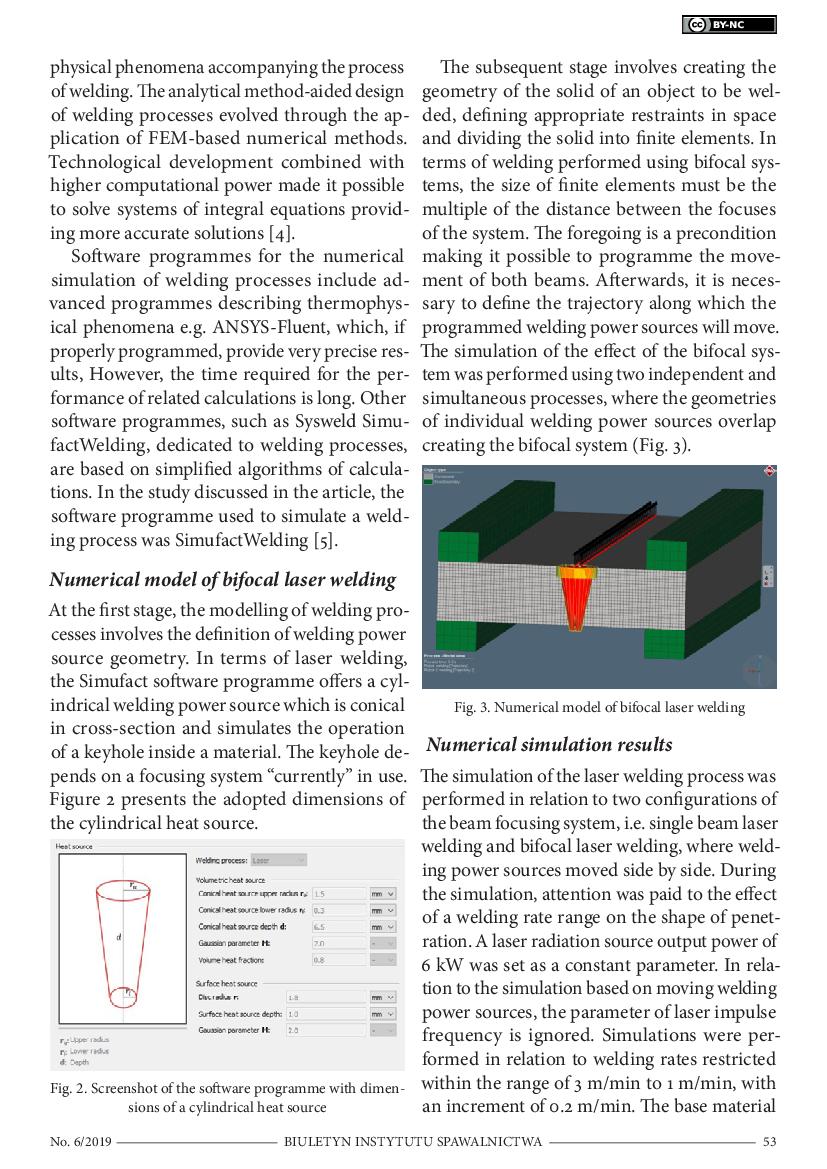
 4 & 5 / 7
4 & 5 / 7
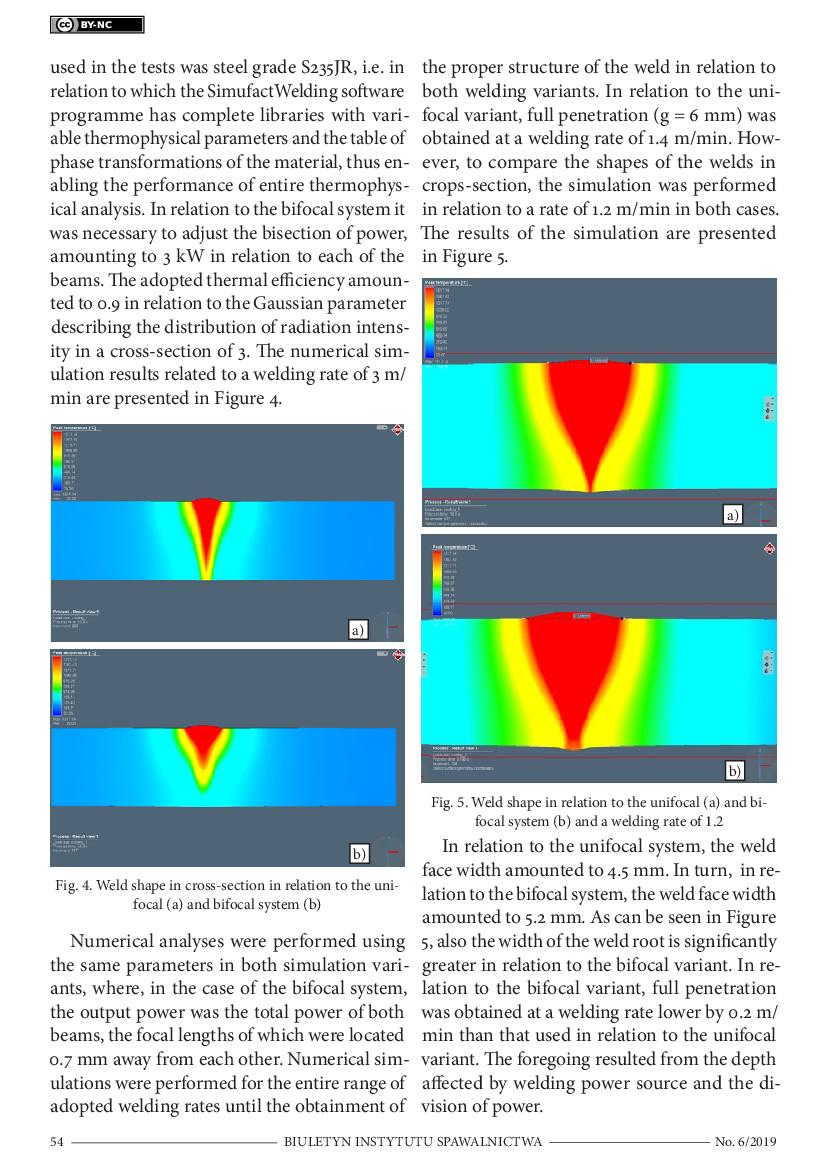
 6 & 7 / 7
6 & 7 / 7