The Effect of Shielding Gas Composition and Orbital TIG Welding Parameters on the Dimensions and Quality of Austenitic Stainless Steel Pipe Girth Welds
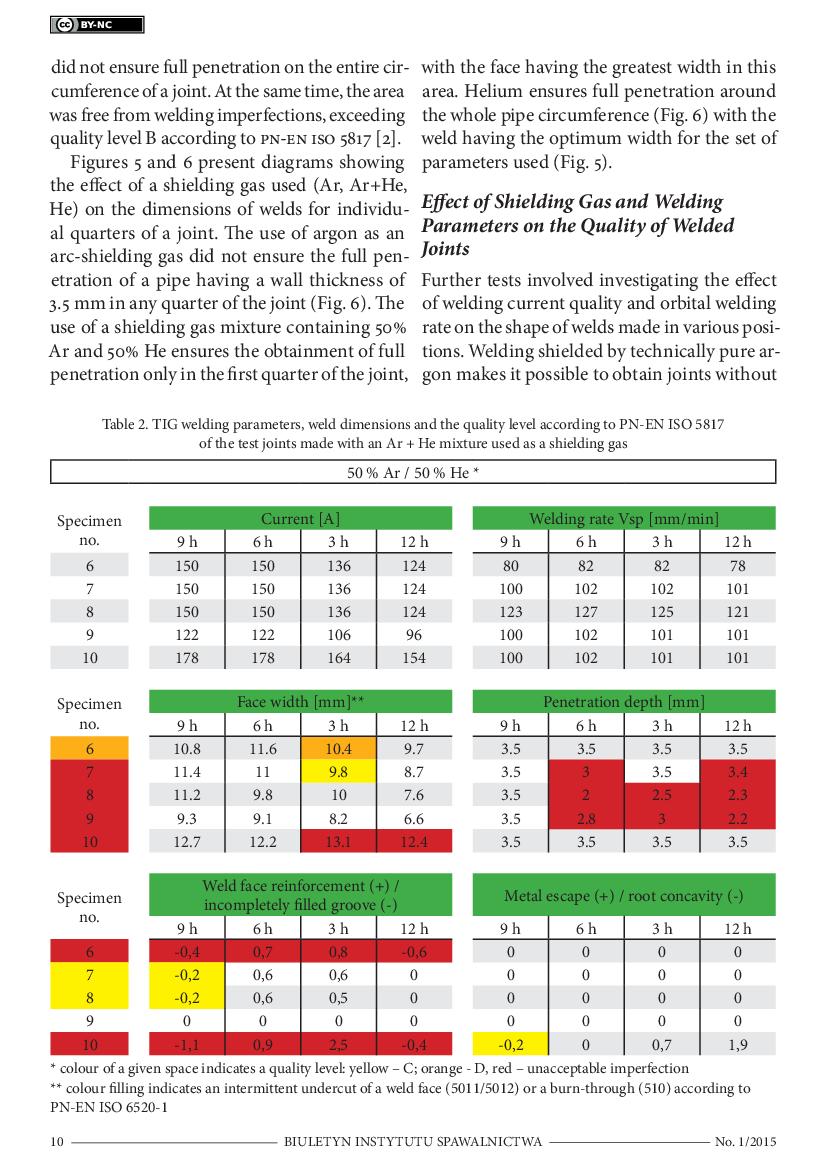
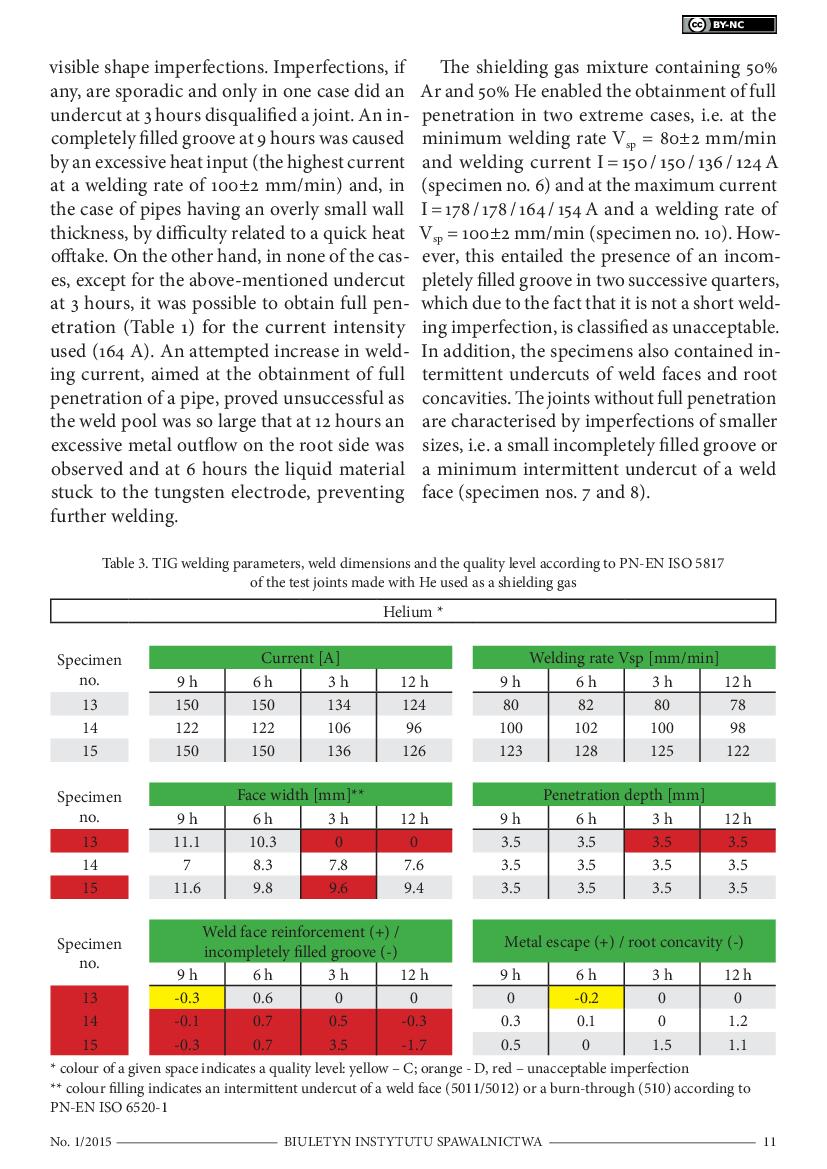
The article presents the results of orbital welding of AISI 304 (1.4301) austenitic stainless steel pipes using a closed welding head. The article-related tests revealed that an increase in a helium content in a shielding gas mixture increases a penetration depth with a little impact on a weld width. It was also found that an increase in welding current and a decrease in a welding rate can ensure full penetration, yet at the same time it can lead to the formation of imperfections in the form of an incompletely filled groove at 9h and 12h and/or an intermittent undercut at 3h. Welded joints of austenitic stainless steel pipes are characterised by the highest concentration of imperfections at 3h and 9h (incompletely filled grooves and intermittent undercuts) regardless of the type of a shielding gas used.



 1 / 8
1 / 8
 2 & 3 / 8
2 & 3 / 8
 4 & 5 / 8
4 & 5 / 8
 6 & 7 / 8
6 & 7 / 8 8 / 8
8 / 8